称重仪表自动称重包装的过程
时间: 2021-10-13 出处: 本站
GM8804C称重包装控制器-称重仪表在自动配料状态下能够自动控制快、慢加料,卸料的全部包装过程。其包装工作有三种模式:有计量斗包装模式、无计量斗包装模式及双秤互锁模式。包装模式的选择由工作参数 b1.1 项确定。

一、 称重仪表有计量斗包装模式
此种模式下,物料从备料斗通过加料机构向计量斗内加料(大、中、小投),称重仪表计量控制过程的重量采样在计量斗内完成(称重传感器安装于计量斗上)。计量完成后,通过计量斗上的卸料机构将物料卸入包装袋中。其结构形式如下图所示:

二、 称重仪表无计量斗包装模式
称重仪表此种模式下,物料从备料斗通过加料机构直接向包装袋内加料(大、中、小投),称重仪表计量控制过程的重量采样在包装袋内完成(称重传感器安装于理料斗上)。计量完成后,称重仪表控制直接松袋。其结构形式如下图所示:

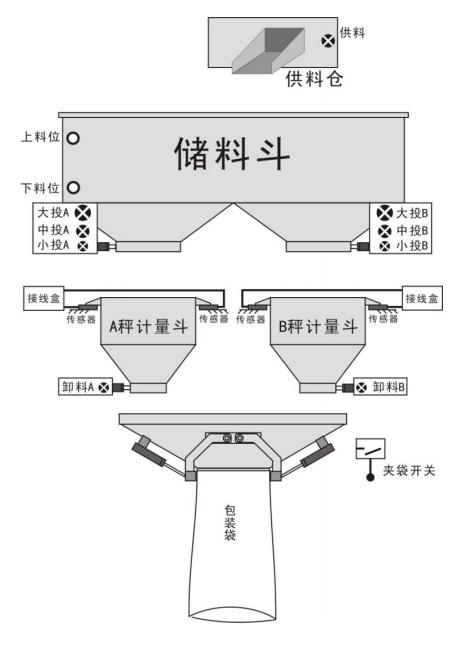
三、 称重仪表双有斗秤互锁包装模式
两台称重仪表通过设置和接线可以组成双有斗秤互锁模式,两个计量斗可同时称量, 共用一个夹袋机构,两秤交替放料,提高包装速度。设置方面,称重仪表工作参数 b1.1 秤体模式两台称重仪表应分别选择为 BIN2-A 和 BIN2-B。配方参数 F3.6 夹袋延时两个称重仪表要设置相同。配方参数 F7 单秤组合次数要设置为 1。其结构形式如下图所示:
四、称重仪表双无斗秤互锁包装模式
两台称重仪表通过设置和接线可以组成双无斗秤互锁模式,两个计量斗可同时称量,连接到同一个夹袋机构,两秤可同时加料,提高包装速度。设置方面,仪表工作参数 b1.1 秤体模式两台称重仪表应分别选择为 no2-A 和 no2-B。配方参数 F3.6 夹袋延时两个称重仪表要设置相同。其结构形式如下图所示:

分享到: